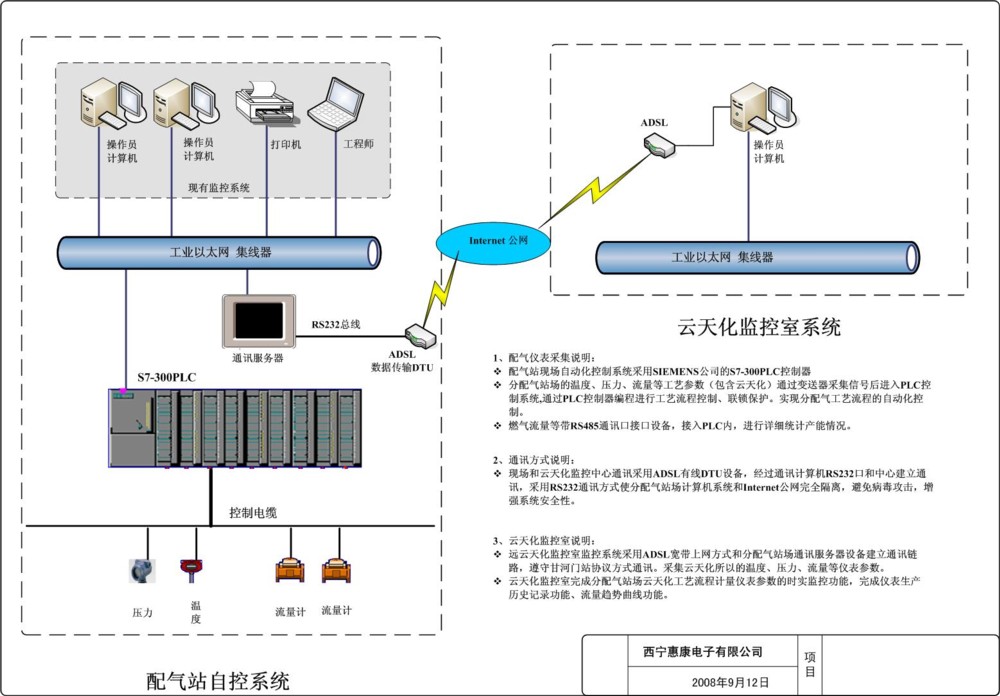
控制系统采用SIEMENS公司的S7-300PLC控制器,配气站场的温度、压力、流量等工艺参数通过变送器采集信号后进入PLC控制系统,通过PLC控制器编程进行工艺流程控制、联锁保护。燃气流量等带RS485通讯口接口设备,接入PLC内,进行详细统计产能情况。实现分配气工艺流程的自动化控制。 为了实现数据的同步性采用从配气站自控系统采集仪表参数的方式,采用RS232通讯方式从配气站通讯服务计算机上采集数据。采取ADSL通讯DTU的RS232方式和通讯服务计算机通讯。